
Para maximizar las velocidades de corte láser, es fundamental elegir el gas de asistencia adecuado según el material. Esta combinación define no solo la rapidez, sino el costo operativo y la calidad del acabado final.

Comparativa de Gases de Asistencia
La elección del gas impacta directamente en el gasto y en la necesidad de procesos posteriores (como limpieza de óxido).
- Oxígeno:
- Uso: Acero al carbón en espesores gruesos.
- Velocidad: Lenta.
- Acabado: Deja una capa de óxido que debe retirarse antes de pintar.
- Costo: Alto comparado con el aire comprimido.
- Nitrógeno:
- Uso: Acero inoxidable, aluminio y cortes rápidos en lámina delgada.
- Velocidad: Alta.
- Acabado: Limpio y brillante, libre de oxidación.
- Costo: Muy alto por el volumen y presión requeridos.
- Aire Comprimido (generado por compresor Rheims ProCut):
- Uso: El más versátil para calibres delgados y medios.
- Velocidad: Alta, similar al nitrógeno.
- Acabado: Calidad aceptable con una ligera coloración.
- Costo: Mínimo (solo consumo eléctrico del compresor).
Guía de Materiales y Potencias
- Acero al Carbón: En calibres delgados (hasta 1/8″), el aire o nitrógeno ofrecen las mejores velocidades de corte láser fibra. Para espesores mayores a 1/4″, el oxígeno es necesario en potencias estándar (1.5kW a 3kW).
- Alta Potencia: Con equipos de 20kW y 30kW, el aire comprimido permite cortar espesores gruesos (1/2″ a 3/4″) mucho más rápido que el oxígeno, bajando el costo por pieza.
- Acero Inoxidable: El nitrógeno mantiene el brillo y propiedades anticorrosivas. A mayor potencia (6kW+), se cortan espesores de hasta 1″ con bordes perfectos. El aire comprimido es una alternativa rentable si la estética no es crítica.
- Aluminio y Latón: Materiales reflectivos que requieren nitrógeno a alta presión. Es vital usar fuentes láser con protección contra reflexión, como las que ofrece Raycus, para evitar daños internos.
Nitrógeno vs. Aire Comprimido
En las tablas de parámetros, ambos suelen compartir valores. Ambos funcionan bajo el mismo principio: empujar mecánicamente el metal fundido fuera de la ranura. La diferencia es la pureza; el aire contiene oxígeno que provoca una ligera micro-oxidación, mientras que el nitrógeno puro mantiene el borde inerte.
Consulta las tablas de velocidad y potencia a continuación:
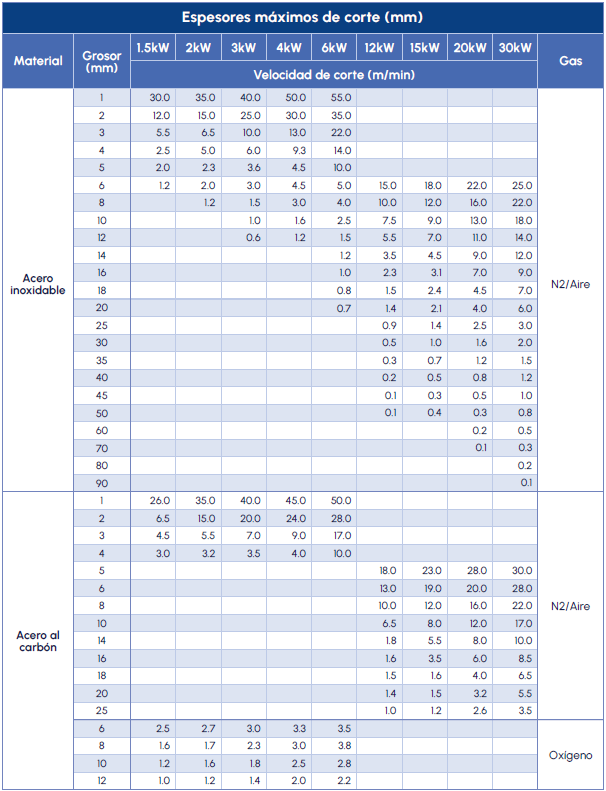
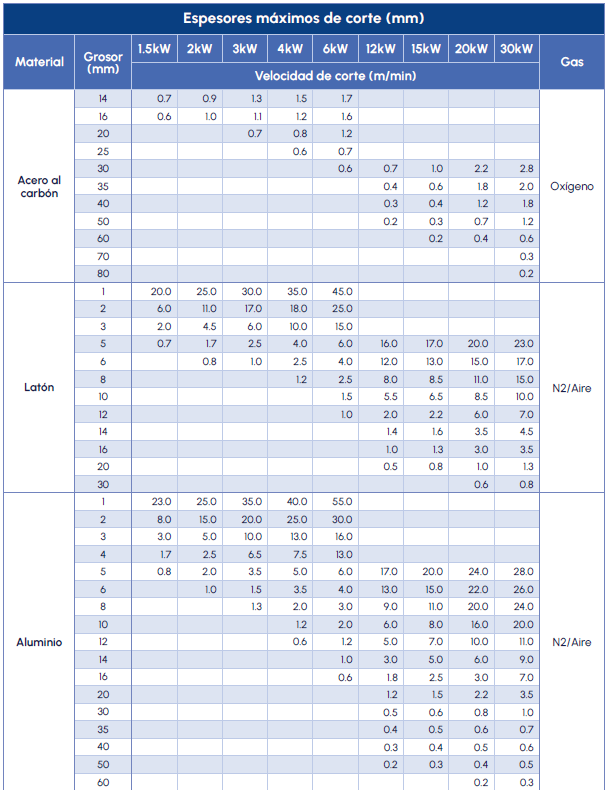
Nota: Recomendamos seleccionar una potencia mayor al espesor máximo deseado, para poder cortar con limpieza y a mayor velocidad.
Optimiza tu producción con Rheims
Si tienes dudas sobre qué potencia necesitas o buscas una cotización, contáctanos. Resolvemos cualquier tema relacionado con tu proceso de corte.
